ОБЩЕЕ ОПИСАНИЕ ОБОРУДОВАНИЯ ERBACH И СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ ВСТЫК
модель ERBACH SM 250
модель ERBACH SM 315
модель ERBACH SM 500
модель ERBACH SM 630
модель ERBACH SM 800
модель ERBACH SM 1000
модель ERBACH SM 1200
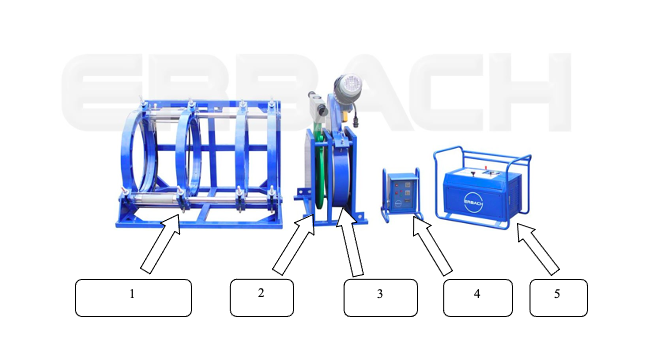
Аппарат предназначен для сварки в стык труб из ПНД, ПП применяющиеся при транспортировке питьевой воды, стоков, и т.д. Машину можно использовать как в полевых условиях, так и в цеховых.
- Центратор
- Нагреватель
- Торцеватель
- Эл. блок (только для машин 500-1200)
- Гидравлический блок
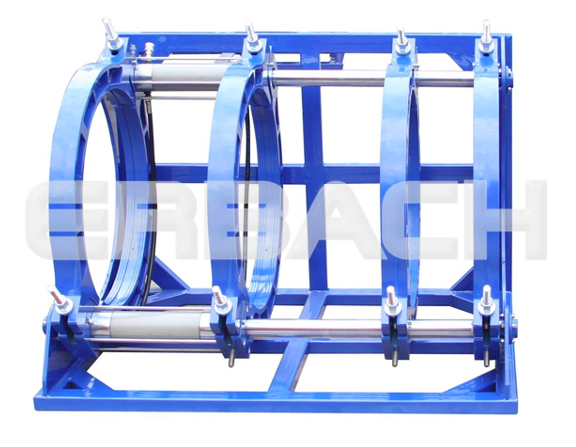
ЦЕНТРАТОР
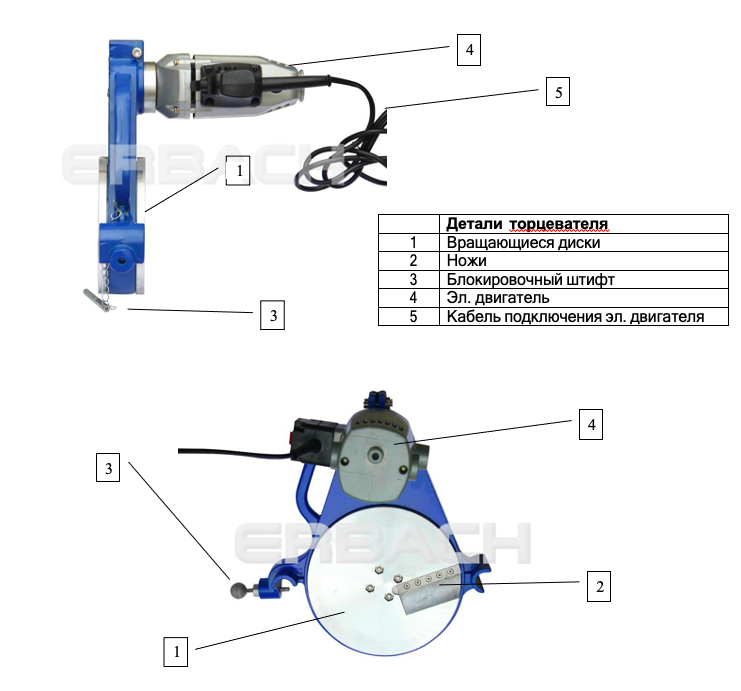
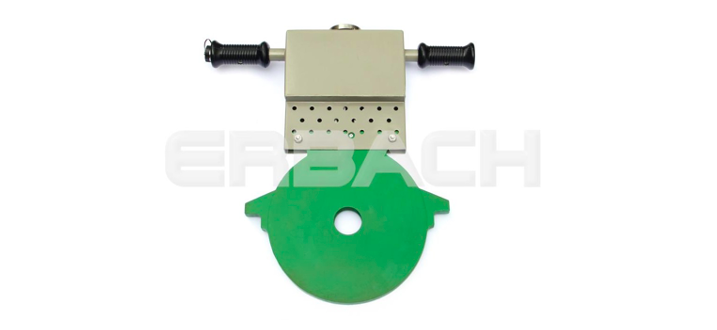
ТОРЦЕВАТЕЛЬ
НАГРЕВАТЕЛЬ - СВАРОЧНОЕ ЗЕРКАЛО
Сварочное зеркало предназначено для оплавления и нагрева концов свариваемых труб и деталей. Зеркало представляет собой плоский металлический диск с электрическими нагревательными элементами внутри, покрытый слоем
политетрафторэтилена (ПТФЭ), которое препятствует налипанию расплавленного пластика на зеркало. Настройки нагревателя делаются при помощи термостата.
Настройка нагревателя описана в разделе ниже настоящей инструкции.
В верхней части нагревательного зеркала расположен вспомогательный термометр. Он позволяет оператору осуществлять дополнительный контроль температуры нагревателя.
ГИДРАВЛИЧЕСКИЙ ПРИВОД
Гидравлический агрегат предназначен для перекачки масла и передвижения подвижной части центратора, а также для создания давления масла и, как следствие, пропорционального давлению усилия прижима труб к торцевателю, сварочному зеркалу или друг к другу. Данный аппарат оснащен гидравлическим приводом. Работа привода контролируется при помощи регулятора давления, рукоятки управления движением зажимов центратора и сбросного клапана ("байпас").
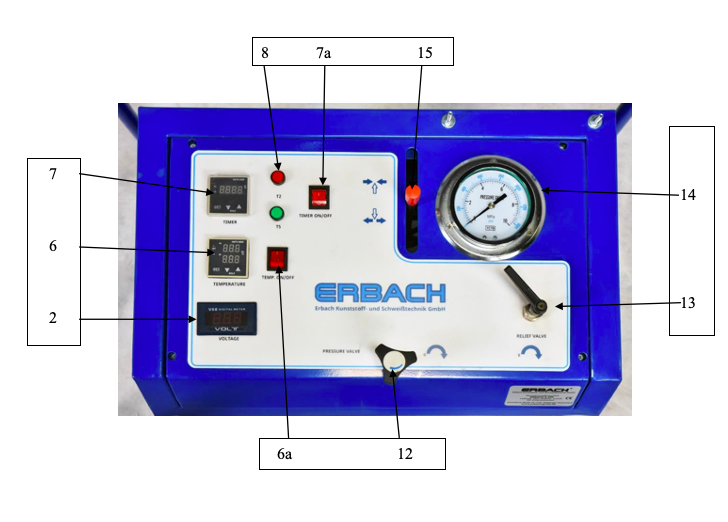
ГИДРАВЛИЧЕСКИЙ ПРИВОД/ ЭЛ. БЛОК
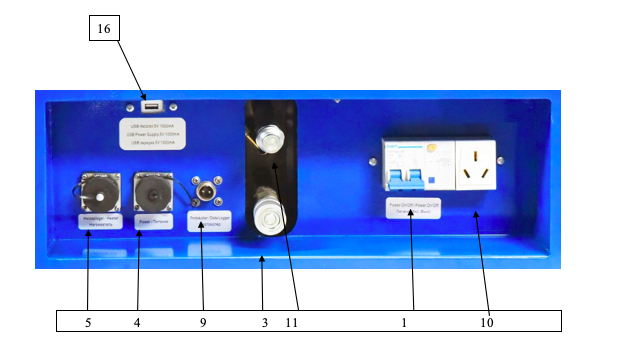
1 - Общий выключатель
2 - Вольтметр для контроля внешнего источника эл. питания
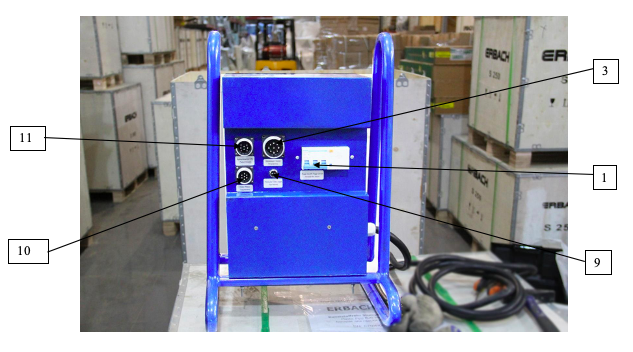
3 - Разъемы для подключения гидропривода к раме центратора
4 - Разъем резьбовой для подключения кабеля питания 220 В
5 - Разъем резьбовой для подключения нагревателя
6 - Регулятор температуры
6а - Выключатель регулятора температуры
7 - Программируемый таймер
7а - Выключатель таймера
8 - Световой+ звуковой сигнал срабатывания таймера
9 - Разъем для подключения устройства протоколирования
10 - Разъем для подключения торцевателя
11 - Разъем для подключения гидравлического привода
12 - Регулировка давления
13 - Сбросной клапан "байпас"
14 - Манометр
15 - Рычаг перемещения зажимов центратора
16 - Разъем USB + 5 V 1000 mA для зарядки планшета, телефона
ЭЛЕКТРИЧЕСКИЙ БЛОК ДЛЯ МАШИН ОТ 500 до 1200 ММ
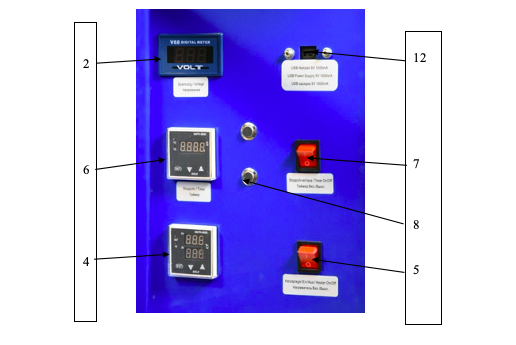
- Общий выключатель
- Вольтметр для контроля внешнего источника эл.питания
- Разъем резьбовой для подключения нагревателя
- Регулятор температуры
- Выключатель регулятора температуры
- Программируемый таймер
- Выключатель таймера
- Световой + звуковой сигнал срабатывания таймера
- Разъем для подключения устройства протоколирования
- Разъем для подключения торцевателя
- Разъем для подключения гидростанции
- USB разъем
ПОДГОТОВКА К СВАРКЕ
1- Подключите эл. блок гидравлического привода к электросети:
модель 250 и 315 – 220 В однофазная;
модели 500, 630, 800 и 1000 – 380 В трехфазная;
затем подключите гидравлический блок и нагреватель к эл. блоку.
Перед включением в сеть убедитесь, что значения параметров электрического тока соответствуют характеристикам сварочного аппарата
2- Установите необходимое значение температуры на электронном термостате в зависимости от материала, диаметра и толщины свариваемых труб и/или фитингов, затем дождитесь нагрева зеркала нагревателя до необходимой температуры.
3- Присоедините подающие масло шланги от центратора к гидравлическому приводу. (убедитесь, что быстросъемные соединения не загрязнены). Проверьте уровень масла в гидравлическом приводе при помощи индикатора. Если масло отсутствует, используйте масло марки Shell Tellus 46.
4- Вставьте редукционные кольца в зажимы в соответствии с диаметром свариваемых труб и/или фитингов.
5- Поместите свариваемые трубы и/или фитинги в зажимы таким образом, что бы осталось пространство для последующего торцевания и нагрева. Путем затягивания или ослабления гаек, можно частично компенсировать овальность трубы. Допускается максимальное несовпадение в равностенности труб в пределах 10% их толщины. Убедитесь, что трубы надежно зафиксированы в зажимах.
6- Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
7- Установите торцеватель на машине, закрепите блокировочным штырём.
8- Вставьте розетку в штепсель, (расположенный на гидравлическом приводе для аппаратов 250, 315 или на отдельном эл. блоке для аппаратов 500, 630, 800, 1000). Закрепите розетку в штепселе в помощью крепежного резьбового кольца.
9- Для включения торцевателя используйте выключатель.
10- Оба конца трубы необходимо обрабатывать торцевателем, до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы.
11- По окончании снимите торцеватель с центратора.
Если вы удовлетворены результатами торцовки, рекомендуется проверить совпадение торцов труб. Сведите трубы с помощью рычага управления. Убедитесь в том, что несовпадение стенок труб в любом месте и возможный зазор между трубами удовлетворяют требованиям сварочной таблицы. Если несовпадение стенок труб в каком-то месте превышает допустимую норму, с помощью ключа подтягивайте гайки фиксатора хомута, ближайшую к
«выпуклости» трубы.
12- Установите значение давления на ноль, путем поворота против часовой стрелки ручки управления клапаном давления, а также убедитесь, что байпасный клапан закрыт. Установите рычаг управления в положение
«закрыть» и медленно поверните ручку управления клапаном давления по часовой стрелке, пока каретка не начнет движение. Давление, отображаемое на манометре - есть давление движения(страгивания).
Давление движения должно добавляться к сварочному давлению, указанному в сварочной таблице, и должно измеряться перед каждой сваркой.
13- Теперь необходимо отрегулировать положение регулировочного клапана, соответствующее указанному в сварочной таблице давлению сварки на 1-й и 5-й фазах сварочного процесса (давление создания грата и последующего остывания). Включите рычаг управления в положение для сведения труб, сведите трубы и медленно наращивайте давление с помощью регулировочного клапана, пока оно не достигнет значения, указанного в таблице плюс давление движения. Далее втечение всего сварочного процесса больше не прикасайтесь к регулировочному клапану.
14- Убедитесь, что температура нагревателя достигла установленного значения.
СВАРОЧНЫЙ ПРОЦЕСС

t2: Время прогрева трубы
t3: Время технологической паузы для удаления нагревателя из зоны сварки и сведения труб до их соприкосновения
t4: Время увеличивающегося давления (давление сварки)
t5: Время необходимое для охлаждения
P1: Давление оплавления торцов до образования симметричного буртика
P2: Давление необходимое для продолжения нагрева торцов трубы
P5: Время необходимое для охлаждения стыка
Фаза 1 Сведение и формирование первичного грата.
Первым этапом сварки является создание первичного грата. Поместите нагреватель между обработанными торцами труб и соедините трубы. Необходимо ждать образование грата. Необходимая высота грата зависит от толщины стенки труб и указана в сварочной таблице. Время этой фазы не регламентируется. Проводите предварительный нагрев, пока по всему периметру торцов труб, прижатых к сварочному зеркалу, не появится грат необходимой высоты.
Фаза 2 – Нагрев
После образования грата переходим к фазе нагрева. При выключенном насосе сбросьте давление с помощью байпасного клапана против часовой стрелки до значения (не выше), указанного в сварочной таблице для фазы нагрева (с учетом пассивного сопротивления) и снова закройте байпасный клапан. Продолжительность фазы нагрева указана в сварочной таблице.
Фаза 3 – Перестановка
По истечении времени нагрева необходимо перевести рычаг управления в положение для разведения труб. Удалите сварочное зеркало из зоны сварки, и затем переведите рычаг управления в положение для сведения труб. Фаза перестановки заканчивается в момент касания торцов труб. Максимальное время перестановки указана в сварочной таблице.
Фаза 4 – Осадка
После соприкосновения труб важно повышать давление не скачкообразно, а постепенно в течение времени, указанного в сварочной таблице для фазы осадки. Чтобы не допустить быстрого роста давления, сразу после касания торцов труб при включенном насосе сразу откройте байпасный клапан. Затем медленно закрывайте его в течение времени осадки, таким образом плавно повышая давление.
Фаза 5 - Остывание
Во время этой фазы выставленное ранее давление должно сохраняться на протяжении всего времени остывания (см. табл.). Запрещается принудительно остужать сварной шов водой, воздухом или иными способами. По окончании времени остывания, указанного в таблице, сбросьте давление до ноля путем поворота байпасного клапана против часовой стрелки.
Теперь можно извлекать сваренный узел из аппарата.